A máquina de fundição sob pressão de câmara fria deve ter certa margem em termos de desempenho, parâmetros, eficiência e segurança para garantir rendimento, produtividade e segurança satisfatórios
Item do produto
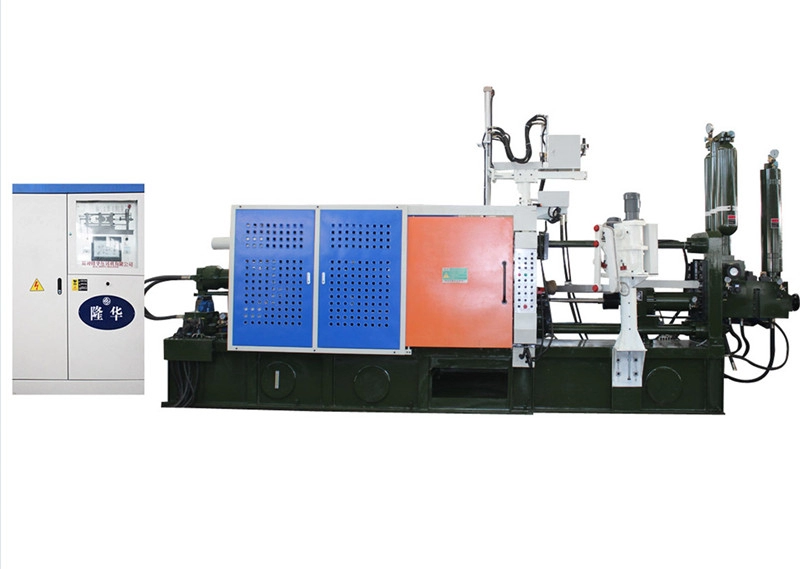
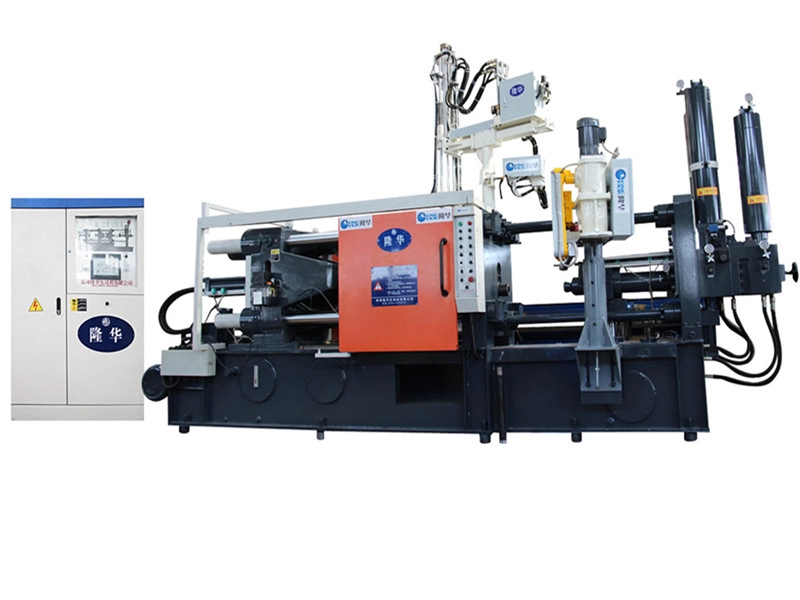
Máquinas de fundição totalmente automáticas para produção de peças fundidas de alumínio (LH-180T)
Máquina de fundição sob pressão, até certo ponto, devido às vantagens de precisão de tamanho e suavidade da superfície dos produtos, geralmente sem processamento mecânico, mas uso direto ou pequena quantidade de processamento, por isso não só melhora a taxa de utilização do metal, mas também reduz muito de equipamentos de processamento e horas de trabalho. Preço de fundição fácil; A fundição sob pressão combinada pode ser usada para outros materiais metálicos ou não metálicos. Economiza tempo de montagem e metal.


SÉRIE LH DA TABELA DE PARÂMETROS PADRÃO (LH-180T)
ITENS | UNIDADE | ESPECIFICAÇÃO |
PRESSÃO DE TRABALHO HIDRÁULICO | AMP | 14 |
FORÇA DE APERTO | KN | 1800 |
ESPAÇO ENTRE BARRAS DE AMARRAÇÃO | MM | 480*450 |
DIÂMETRO DA BARRA DE AMARRAÇÃO | MM | ¢85 |
CURSO DE ABERTURA DA FERRAMENTA | MM | 380 |
FORÇA DE INJEÇÃO (INTENSIFICAR) | KN | 270 |
DISTÂNCIA DE LANÇAMENTO DO Êmbolo | MM | 130 |
POSIÇÃO DE INJEÇÃO | MM | 0 -- 140 |
DIÂMETRO DO Êmbolo | MM | ¢50----¢70 |
CURSO DE INJEÇÃO | MM | 350 |
PRESSÃO DE FUNDIÇÃO (INTENSIFICAR) | AMP | 112/78/57 |
PROTRUSÃO DE FIANGE DE FUNDIÇÃO | MM | 10 |
DIÂMETRO DA FIANCA DE FUNDIÇÃO | MM | 110 |
ÁREA DE FUNDIÇÃO MÁXIMA ABAIXO DE 40MPA | CM2 | 450 |
PESO DE INJEÇÃO (AL) | KG | 2.4 |
ALTURA DA FAIXA (MIN--MAX) | MM | 200~550 |
FORÇA EJETORA | KN | 110 |
CURSO DO EJETOR | MM | 80 |
CAPACIDADE DO MOTOR | KW | 15 |
DIMENSÕES DA MÁQUINA (L*W*H) | M | 5,22*1,4*2,35 |
PESO REFERENCIAL DA MÁQUINA PARA SUBSTITUIÇÃO | T | 6.7 |
CAPACIDADE DO TANQUE DE ÓLEO | L | 600 |
PS:RESERVAMOS O DIREITO DE FAZER QUALQUER MELHORIA TÉCNICA SEM AVISO ADICIONAL
O procedimento de trabalho da máquina de fundição de câmara fria
1. Feche o molde.
2. Despeje o líquido metálico na câmara de pressão manualmente ou de outra forma.
3. O punção superior desce a uma velocidade de disparo mais baixa, entra na câmara de prensa e atinge o nível do líquido metálico apenas em contato com ele.
4. O punção superior muda para uma velocidade de injeção mais alta para pressionar para baixo, enquanto o punção inferior se move para baixo de forma síncrona com o punção superior a uma distância relativa com o metal líquido na seção intermediária.
5. Quando o punção atual se move para baixo para o orifício do bocal de saída durante a operação, a parte inferior da passagem descendente será apoiada, de modo que o punção superior e inferior pressione o líquido metálico e pulverize-o no orifício do bocal (parte do corredor) em alta velocidade.
6. O líquido metálico entra na cavidade do molde a partir do portão interno através do canal reto composto de bocal, tampa do portão, orifício fixo do cone do molde e desviador.
7. Após o enchimento, o punção superior ainda mantém uma certa pressão até que o líquido metálico na cavidade do molde se solidifique completamente na peça de fundição 1; O sprue e o líquido metálico na câmara de prensa são solidificados em sprue reto e bolo residual, respectivamente.
8. Levantamento e redefinição do punção superior; Ao mesmo tempo, o punção inferior se move para cima para cortar o bolo residual que ainda está conectado com o portão reto.
9. Continue a levantar o punção inferior, levante a torta residual até o topo da câmara de pressão e remova-a manualmente ou por outros meios;
10. O punção inferior é reiniciado para fechar o orifício do bico.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier